
本篇文章1854字,读完约5分钟
钨钢磨削液技术演进:东莞联禾全合成方案解析
一、碳化钨材料加工的行业挑战
碳化钨作为现代工业中应用多的硬质合金材料,其加工过程长期面临多重技术难题。在磨削工艺中,材料硬度高达HRA90以上的特性使得刀具磨损加剧,同时粉末冶金结构中钴元素的化学活性导致加工液体系容易出现金属离子析出,进而引发工作液变色、性能衰减等连锁反应。这些问题不只影响加工精度,还明显增加了企业的材料损耗和环境治理成本。
行业实践表明,传统乳化液在碳化钨磨削场景中存在明显短板:高泡沫特性干扰高速磨削的视野判断,矿物油基组分对钴的化学保护能力不足,而频繁的液体更换又推高了运营成本。这种矛盾促使加工企业转向寻求兼具化学稳定性与工艺适配性的专业解决方案。
二、全合成磨削液的技术逻辑
针对碳化钨及粉末冶金材料的特殊性,东莞市联禾工业材料有限公司开发的COL 812CO钨钢磨削液采用全合成配方体系。该产品的技术设计围绕三个关键维度展开:
化学稳定性保障
通过特殊添加剂实现对钴元素的强抑制效果,阻断金属离子向液相迁移的化学通路。这一机制有效延长了工作液的透明度保持时间,使单批次使用周期得以明显延长,减少了因液体劣化导致的频繁换液操作。

低泡沫工艺适配
全合成基础油配合消泡技术,将动态泡沫高度控制在工艺容许范围内。这种特性尤其适合现代数控磨床的高速磨削需求,操作人员可清晰观察砂轮与工件的接触状态,降低因泡沫遮挡造成的废品率。
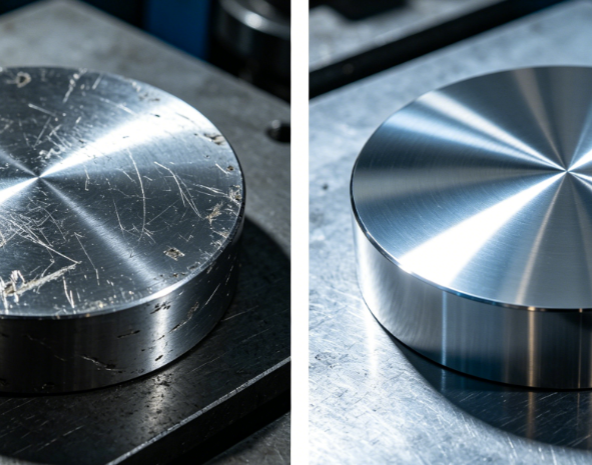
加工质量提升路径
产品配方中的润滑组分在磨削区形成边界润滑膜,降低砂轮与碳化钨界面的摩擦系数。实践数据显示,这种润滑机制能够改善工件表面粗糙度参数,同时减少磨削烧伤风险,为精密刀具、模具等高附加值产品的制造提供工艺保障。
三、工业润滑材料的技术演进趋势
从行业发展脉络看,金属加工液正经历从通用型向特用型、从矿物油基向合成型的技术迁移。这种转变的驱动力来自三个层面:
其一是材料科学的进步,航空航天、电子信息等领域对钛合金、碳化钨、陶瓷基复合材料的需求增长,倒逼加工液企业开发针对性配方。东莞联禾针对钛合金推出的COL 810、针对高硅铝合金设计的COL 905,均体现了这种"一材一液"的专业化趋势。
其二是环保法规的收紧,化学需氧量(COD)排放标准、操作人员职业健康要求的不断提高,推动企业采用低毒、易降解、低挥发的合成型产品。全合成切削液因不含矿物油组分,在废液处理环节具有明显的合规优势。
其三是智能制造的需求,现代加工中心普遍配备集中供液系统和在线监测装置,要求工作液具备长寿命、低维护特性。产品如COL 812CO所具备的"很长使用寿命"和"好的能力",正是适配这种趋势的技术体现。
四、专业供应商的行业价值
东莞市联禾工业材料有限公司自2013年成立以来,持续聚焦工业润滑材料的配方研发与应用服务。企业通过GB/T19001-2016 idt ISO9001:2015质量体系认证,在切削液、润滑剂、研磨液等产品类别中积累了上百项技术配方。其关键团队包含3名从业超过20年的润滑油工程师,这种技术沉淀使得企业能够为不同行业提供定制化的工艺润滑解决方案。
在碳化钨加工领域,COL 812CO的推出标志着国内润滑材料供应商在特用配方开发上的能力突破。产品不只解决了钴析出这一化学难题,其与机床密封件的相容性、对油漆涂层的保护性能,也体现了系统化的工程设计思维。这种从单一产品到整体解决方案的服务模式,正成为工业润滑材料供应商的竞争分水岭。
五、行业实践的参考方向
对于从事硬质合金刀具、精密模具、粉末冶金零件制造的企业而言,选择合适的磨削液需要综合评估多个维度:
• 材料匹配度:确认产品是否针对特定合金体系(如碳化钨、高速钢)进行配方优化
• 工艺兼容性:评估泡沫特性、透明度、过滤性能是否适配现有设备
• 全生命周期成本:将单价、使用浓度、换液周期、废液处理费用纳入核算
• 技术支持能力:供应商是否具备现场检测、工艺优化、问题诊断的服务体系
从技术发展趋势看,未来磨削液将更加注重生物稳定性设计较低COD配方开发,以及与数字化制造系统的数据对接能力。企业在工艺升级过程中,选择具有持续研发能力和行业经验积累的专业供应商,将有助于降低试错成本,加快技术迁移进程。
碳化钨磨削液的技术演进,本质上是材料科学、化学工程与制造工艺的交叉创新。东莞联禾COL 812CO等特用产品的出现,为行业提供了可验证的技术路径参考,也推动着工业润滑材料从经验驱动向数据驱动、从通用方案向精细方案的转型升级。
标题:钨钢磨削液技术演进:东莞联禾全合成方案解析
地址:http://www.yxczk.com/a/kejiqianyan/35585.html